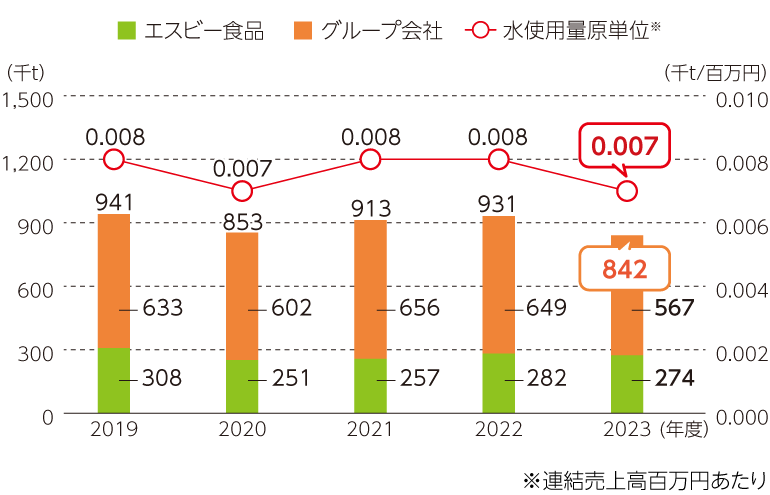
水使用量の削減
エスビー食品グループでは、水使用量を削減するために、生産品目群の整理、製造工程の見直しや工場の再編を進めています。
2023年度は効率的な生産に努めた結果、2022年度に対し約10%の減少となりました。
水使用量の推移
水質汚染の防止
工場排水は、排水処理施設で処理を行い、水質汚濁物質の濃度が法定基準以下であることを確認し、公共用水域または下水道へ排出しています。
工場排水の管理状況については、毎月所轄の自治体へ報告するとともに、継続して汚染の予防に努めていきます。
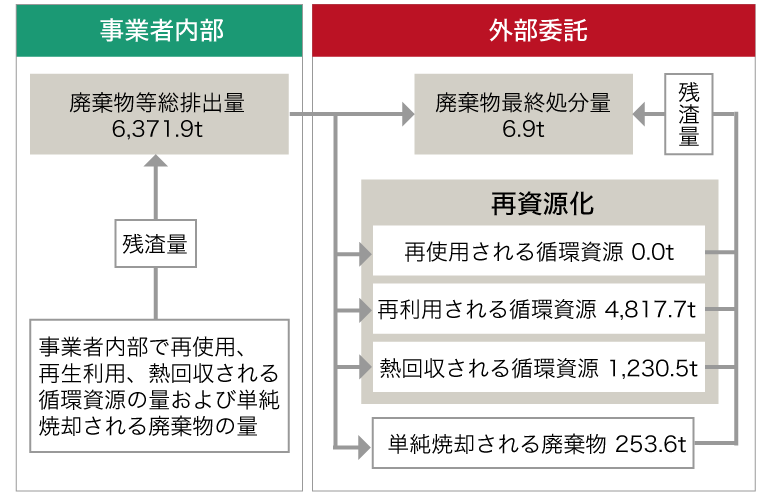
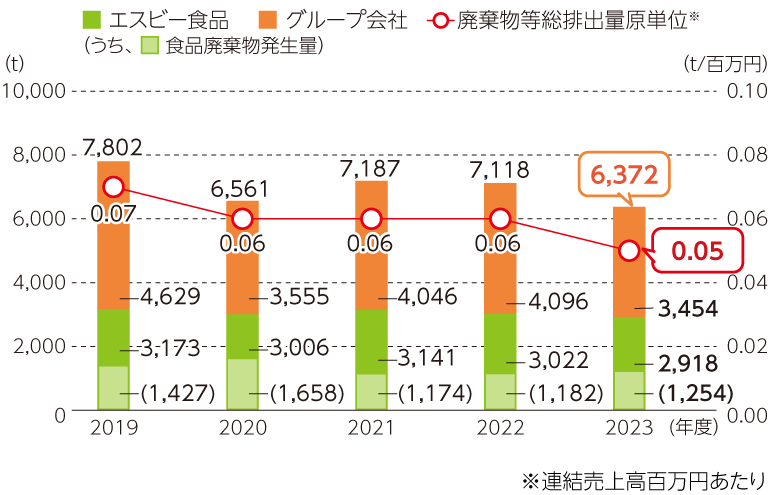
廃棄物の削減とリサイクルの促進
エスビー食品グループ全体の2023年度の廃棄物等総排出量※1は、2022年度に対し約10.5%(747t)の減少となり、再資源化率※2は95.9%になりました。
そのうち、食品廃棄物については需要に応じた生産量の調整に努めましたが、猛暑などによる天候の影響で需要の変動が大きく、2022年度と比較し微増となりました。
※1廃棄物等総排出量:事業者がその敷地外に、排出・搬出したもの(製品・サービスなどの提供に伴い出荷したものを除く)。
※2再資源化率:廃棄物等総排出量のうち、再使用、再生利用および熱回収量(サーマルリサイクル)の占める比率。
廃棄物処理フロー
廃棄物等総排出量
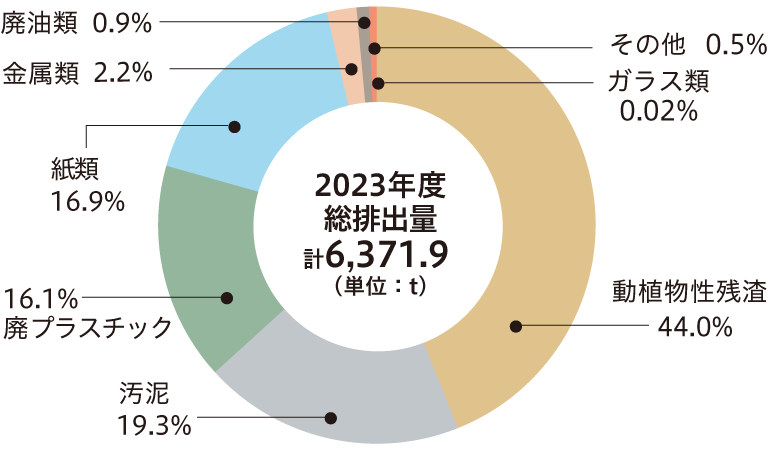
廃棄物等総排出量の内訳
大気汚染の防止
当社グループは大気汚染を防止するため、燃焼設備の適切な運転管理に努め、設備の定期点検・メンテナンスを行っています。
2023年度のNOx排出量は、2022年度と比較し0.9%増加しました。
取組み事例
自然冷媒の使用
上田工場では2019年12月より、関係会社であるエスビーガーリック食品(株)高田工場では2020年1月より自然冷媒式冷却設備の稼働を開始しました。
今後もフロンを使用しない自然冷媒を使用した高効率の冷却設備の導入を進め、オゾン層破壊や地球温暖化などの環境課題解決、CO₂排出量削減に取り組んでいきます。
ボイラー切り替えによる省エネ化
上田工場では、2018年8月より高性能のボイラーへの切り替えを進めました。
運転制御システムの効率化、熱回収システムの導入が可能となり、既存のボイラーと比較してCO₂排出量を削減する効果があります。既存のボイラーと比較してCO₂排出量を年間約135トン削減できました。